

自社製品の追加発注がたくさん来てます。
前回のロットでは、納期が短かったのと現在の設備構成では生産効率が悪い部品があって、何百万円かを外注に出していました。
今回は納期に少し余裕が出たので、内作率を高めようとしています。
まず、前回複合機に頼った部品。
旋盤やって、そのままミリングとそのミリング面に対して垂直な穴。

これはアングルヘッドがあれば自社でも高い生産効率で生産できそうです。
で、アングルヘッドのブロックを製作中。

以前の計画の通り。。。
http://xn--qckn4dud5e146u9qq.jp/article/162642176.html
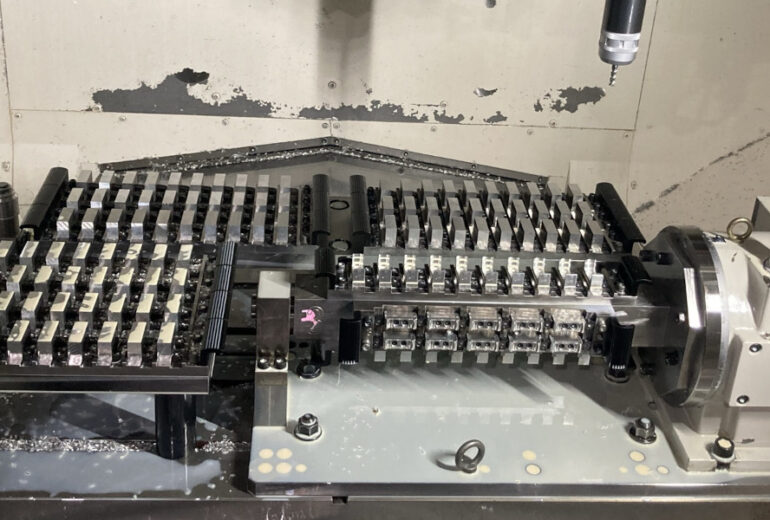
アングルヘッドのボスが当たる谷のところは高周波焼き入れでHRC40~45くらいにして、そのあとボールエンドミルで仕上げる予定です。
設備のほうにも穴をあけないとな。。。
ロボドリルでよく使うφ100サイドカッター。

アーバのシャンク径がφ32なので、φ32のミリングチャックにつかんでます。
設備にくっついてる写真だとあまり違和感ないかもしれませんが、単品でみるとBT30のシャンクの小ささに対して突き出し量がとっても大きいことがわかります。

ゲージラインから140㎜の突き出し量です。
これで加工するとアルミでも、ぴょろぴょろひょろろろ~と大きなビビり音がします。
うるさくて加工条件が上げられないし、設備にも刃物にも悪いのでシャンク径をφ32からφ25へサイズダウン(これだけでホルダ先端が95㎜から75㎜に短くなる)して、ゲージラインから88㎜くらいの突き出し量になるよう、サイドカッターアーバを設計し始めました。
径を細くしてでも突き出し量を短くしたいわけは。。。もちろん分かりますよね?
市販品では内径φ25.4のメタルソーが取りつくφ25のサイドカッターアーバは無いみたいなんですよね。
なので自作しようと思います。
材料は大同のPX5っていうHRC30レベルのプリハードン鋼でやろうと思っています。
http://www.amistar.co.jp/on-line/quality/p286-px5.html
昔やった仕事で、なんか端材が残っていました。
φ25のサイドカッターアーバとか、ニッチだから欲しい人が意外とたくさん居て市販できるかも。。。
シマダ機工 2026年のカレンダー