

弊社ではSUS304の窓抜き加工をよくやります。
こんなの。

エントリー穴をあけておいて、コロミル390なりAPXなり、最近は高送りカッターなども使ってミゾを掘り、ゴトッとコアを落とすやり方です。
60VAEで加工してます。
ミゾ加工ってやつは工具にとってはAe100%で負担が大きいのとキリコがつまるので、条件が悪いのです。
キリコを再切断するときなんかに パチッ って刃先破損みたいな音がするので、心配で無人運転できず手離れ悪いです。
いったれや~ と無人運転すると、たまにホルダーを破損します。
トロコイド加工はCAMのパス作りメンドクサイのでほとんどやりません。。。
こういう加工の手離れを良くしようという目論見もあって、ワイヤーカット機を買おうと思っていました。
純粋なワイヤーカット仕事はあまり持っていないので、「難削材の荒加工用」で中古の安いやつを。。。と思っていたのです。
ところが最近、ラフィングエンドミルに惚れ直してワイヤーカットに興味が無くなりました。

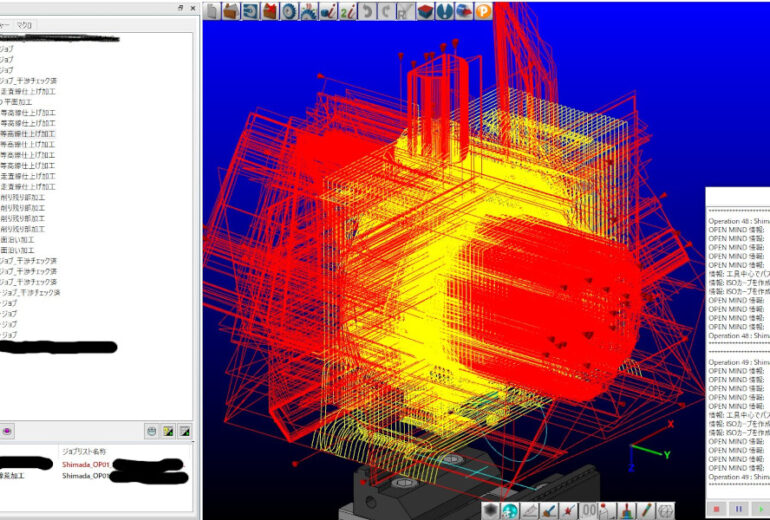
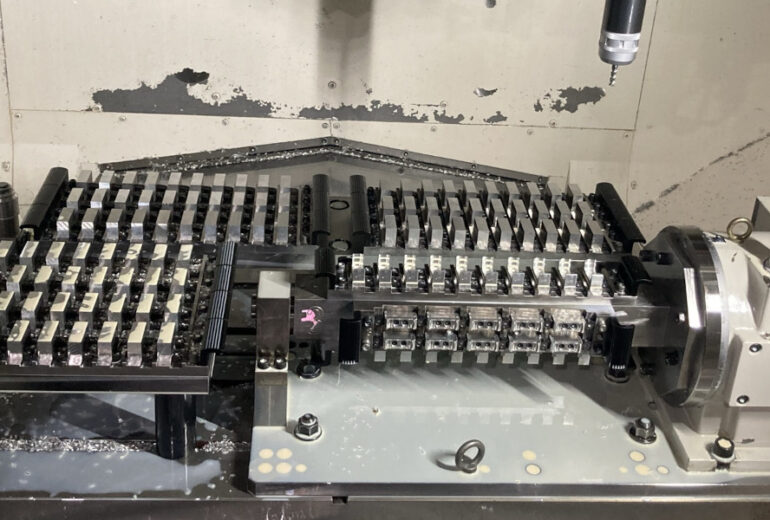
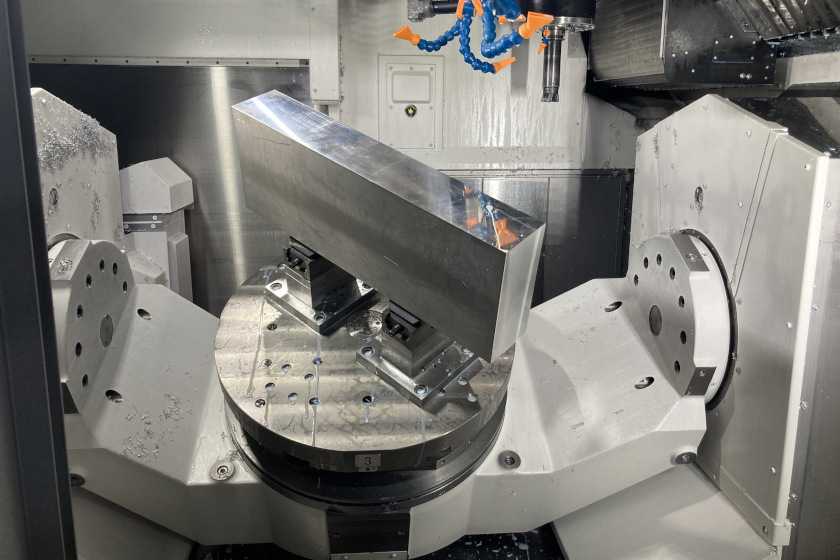
画像はφ20ハイスラフィングエンドミルでAp=12.5mm, Ae=100%でSUS304 t=50mmを切断加工し終わったところ。
製品サイズは 460 x 420 くらいです。
この事例ではエンドミル交換ナシでいけて、約1時間ほどの加工時間。
ワイヤーカットでは1時間くらいじゃとても切れないでしょう。
溝切りにラフィングエンドミルを使うと調子いいのは前から認識があったのですが、5,000円/本のラフィングエンドミルを使い捨てにするのがどうも抵抗があって、スローアウェイでやるべき!と思っていたのです。
しかし考えてみれば当たり前ですが、ラフィングエンドミルって再研磨できるんですね。
ラフィングエンドミルの再研磨って先端切り落とし刃先研磨か、スクイ面研磨じゃないといけないので社内にある外周研磨機では研磨できません。
この前、エーワン精密( http://www.a-one-seimitsu.co.jp/ )さんが来社したときにラフィングエンドミルの研磨がカタログに載ってて、
「あ、研磨を外注に出せばいいんじゃん」と今更気づく。。。
ということで2,000円/本くらいで再研磨できれば満足のいく工具費で済むので、ラフィングエンドミルを使う気になりました。
使ってみて改めて気づくのが、
・ラフィングエンドミルはたとえ折損したとしても、5,000円/本くらいなので「まあいっか」とアキラメがつく。(超硬ラフィングだとダメそう)
・再研磨すれば、工具費はスローアウェイでやる場合と大して変わらない。
・切り込み深さApを大きくする加工方法がウチの設備仕様に合ってて高送りカッターよりも加工時間が短い。
・設備ロードメータを見てると、ラフィングエンドミルでの加工は機械にやさしいらしい。
(ラフィングエンドミルがなぜ切削抵抗が少ないか、の理論はまた調べてみます。)
・キリコが細かくて体積が小さく、キリコを捨てに行く回数が少ない。
・・・惚れ直しました。
シマダ機工 2026年のカレンダー