

5軸機用のHSK-A63のツーリング、新品で揃えはじめているのですが、なぜかメーカーに在庫なしが多発して揃いません。
スピンドルスルー仕様のドリルチャックを頼むヤツは世の中にはいないってことか。
ドリルチャックは日研で1.5ヶ月かかると言われたのでMSTのデータワンDTAに切り替えましたが、こちらもなかなか来ない。
仕方が無いので手持ちの3本のミリングチャックで工具を付け替えながら頑張って仕事しようと思ったら
今度は○銅に頼んでおいたアルミの6F材がただの切板で到着してて、加工するものが。。。
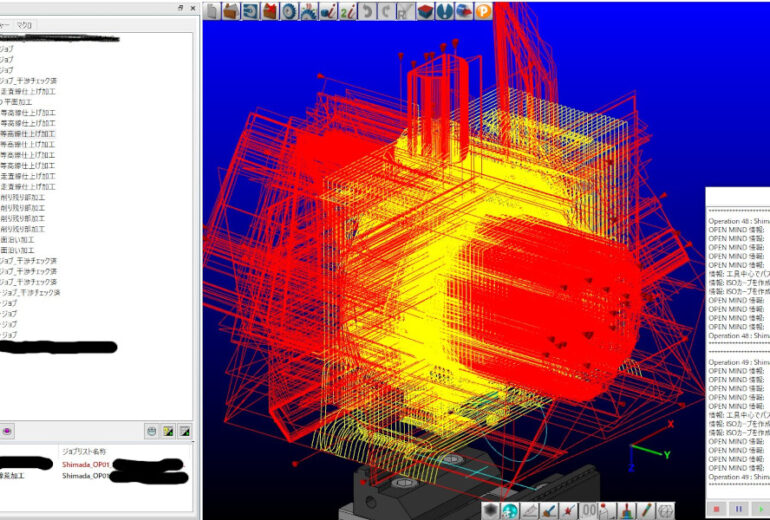
初めて仕事をまともにする製品は小さいものを選んでやろうとしていましたが、
あまり贅沢も言ってられないので少し大きい 500 x 600 くらいのサイズの板モノをやることにしました。
しかしここでストロークの問題が。
DMU80TのストロークはX880 Y630 Z630あって上記のサイズの板は余裕で出来ると思いがちなのですが、
ちょっと面白いレイアウトの都合でX軸ストロークがけっこう狭いのです。
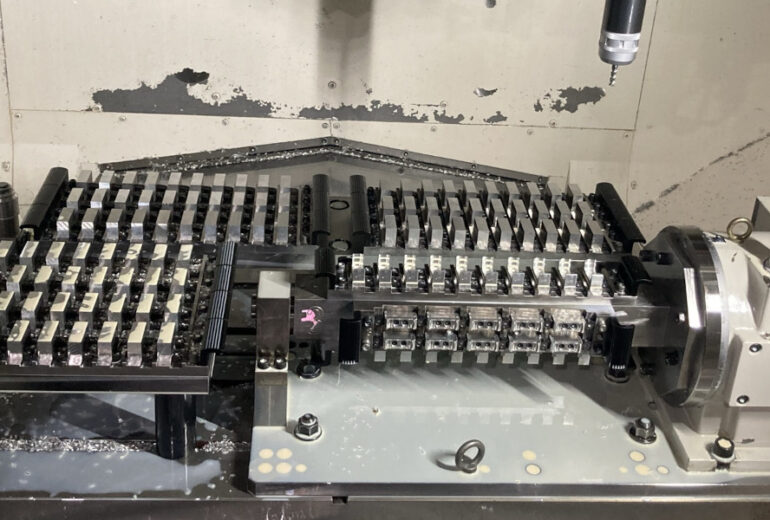
テーブルサイズはX軸方向に1,200くらいだったか?ありますが、X軸はテーブル左端から880mm動きます。
テーブルの右側の300ちょっとのスペースは工具が届きません。
たぶんインデックステーブル置き場かな?
ということで、X軸ストロークはC軸テーブル上の全域をカバーしていないので、C軸テーブルの右のほうで
工具が届かなくなった場合はテーブルを反転して加工エリアをストローク内に入れる必要があります。
しかし、それのプログラミングのしかたがわからないという
(´・ω・`)
勝手にiTNC530が判断してテーブル回転してくれるものだと思ってましたが、
普通にストローク不足だぜ〜と止まってます。
エラーも出さずに。
なんかのMコードを入れれば動いてくれそうな気がするが。。。
ひとまずナゾ。
つぎに、Z軸のストロークの都合から、かさ上げ台を検討。
製缶溶接品をやるときは、横マシとか5面加工機のような使い方を検討しています。
製缶は純然たる5面加工機のほうが向いてるのですが、町工場は少ない設備でいろいろやらないといけませんから。
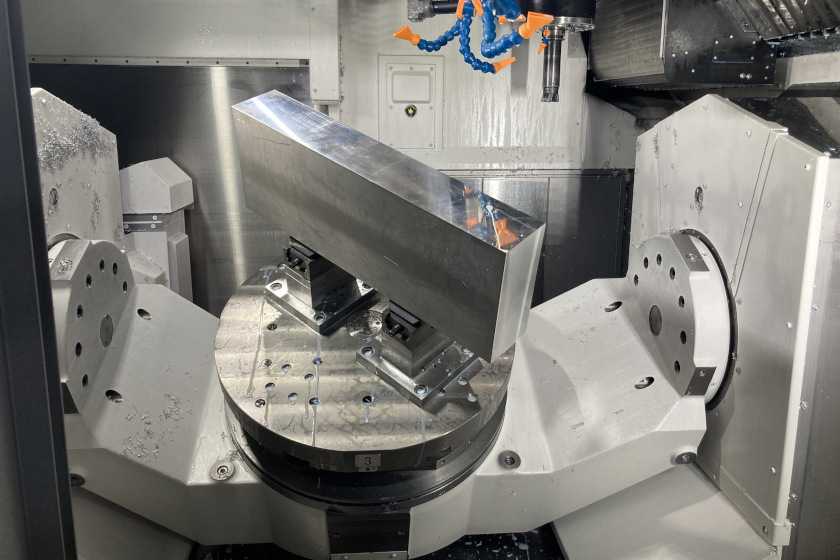
で、主軸を90度傾けて、製品下端よりも主軸中心が下に行くようにすると、こうなる。


B軸-90度時はテーブル上面より430mmぐらいのところに主軸中心があるため、そのぶん大幅にかさ上げが必要。
自分の目線よりもだいぶ上の方で加工が行われることになるので、加工状況が見えないな〜。
スイスイと使えるようになるまでには、まだまだ時間がかかりそうw
シマダ機工 2026年のカレンダー