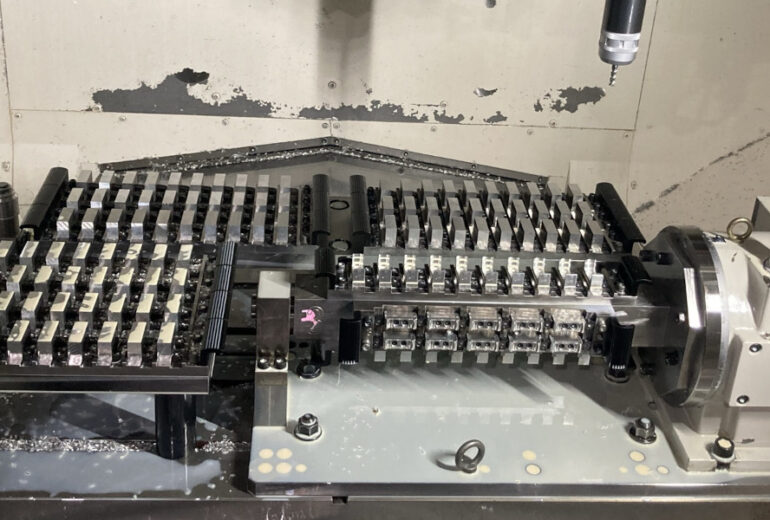

スピンドルスルークーラントでの加工、ソリッドエンドミルでコレットスルーなどはやっていましたが、スローアウェイの刃物では初めてやったので動画を撮ってみました。
まず、φ29のSandvik スーパーUドリルで高速深穴サイクル。
次に続くφ72の穴と、φ100の穴のヘリカル穴あけの芯抜きのためにやっています。
SS400 深さ106mm貫通
V=150m/min
F0.05mm/rev
0.5mmペックで20mm行ったら刃先を外に出してます。
スピンドルスルークーラント 有り
Fが遅くてキリコが繋がってしまいましたが、外部給油とくらべると抜群の安定感でした。
特に刃先再突入のときにキリコの再切削でゴリって言うのが無くてとても快適です。
φ29の下穴をあけたあと、φ40のSandvik コロミル390でヘリカル穴あけ。
正確に言うと、2D輪郭加工のスパイラル切削。
φ72はいいとして、φ100の穴をφ40のエンドミルでヘリカル穴あけしようとすると、
「工具径が足りないよ」とハイデンさんがエラーを出すので2D輪郭加工にしました。
パラメータでエラー出ないようにできるとは思うのですが。
SS400 深さ70くらいの段付き加工
V=200m/min
F0.05mm/tooth
ヘリカルピッチ 1mm
スピンドルスルークーラント 有り
外部給油だと定期的にエアブローしてキリコを抜かないと切削液が届かず、刃先が無くなってることがよく有りましたが、こちらもキリコの再切削の音など全くせず、安定感のある加工でブログの記事を書いてても心配無用でした。
次に主力設備を買う時も、スピンドルスルークーラントにしようと思います。
久々にPC新調 DELL XPS 13 2-in-1