







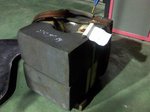
SUS304の鍛造しっぱなしの材料が来ました。
余肉が片肉40mmくらいっぽいです。
ステンレスちょっと安くなってきたとはいえ、よくこんなん作ろうと思ったよな~。
いまうちに引き合いが来てる仕事はSUSが多いです。
材料費が加工費の2倍くらいになるので、材料こっち調達で見積もりを提出するとお客さんがビビってなかなか発注につながりませんw
材料支給の場合だと、うちはステンレス加工の加工費が安いらしくてポンポン受注が決まっていきます。
![]()
SUS304の鍛造しっぱなしの材料が来ました。
余肉が片肉40mmくらいっぽいです。
ステンレスちょっと安くなってきたとはいえ、よくこんなん作ろうと思ったよな~。
いまうちに引き合いが来てる仕事はSUSが多いです。
材料費が加工費の2倍くらいになるので、材料こっち調達で見積もりを提出するとお客さんがビビってなかなか発注につながりませんw
材料支給の場合だと、うちはステンレス加工の加工費が安いらしくてポンポン受注が決まっていきます。
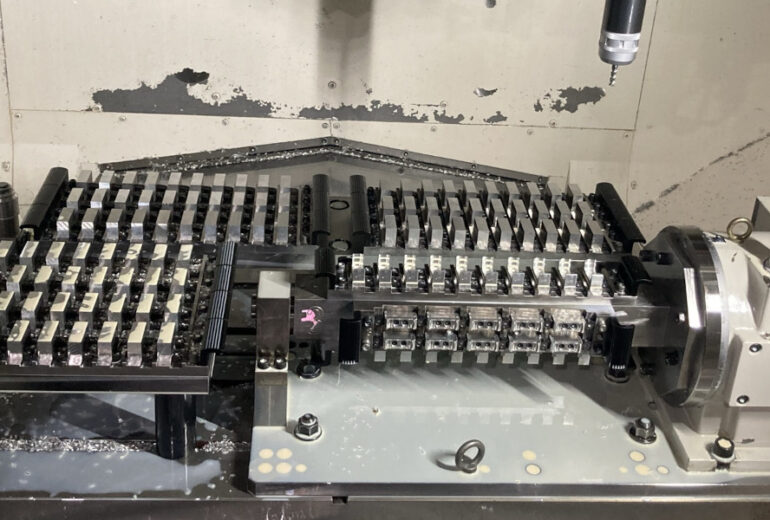
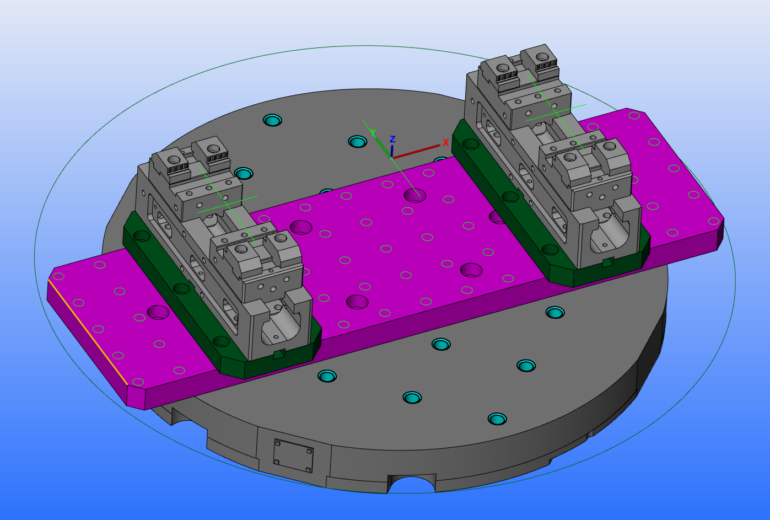
5軸バイスで長い大物がつかめるように

ブログの移行完了しました

第2工場、とても寒い
シマダ機工 2024年のカレンダー

オークマMU-6300V-L 導入して順調に稼働しています
シマダ機工 2023年のカレンダー

[ 新規設備投資 ] オークマ同時5軸マシニングセンタ MU-6300V-L を導入予定です

(フワフワ版)[ 新規設備投資 ] オークマ同時5軸マシニングセンタ MU-6300V-L を導入予定です
シマダ機工 2022年のカレンダー

my new gear…. 三鷹工業所カスポンクリーナー










この前ステンの話を聞いて
(やっぱり周速160とかは早すぎなんですねw)
V80↓で試すとなかなか持ちが良くなりました。 目から鱗がたくさん落ちてきましたよ(うちの会社では今まで130くらいが常識でした)
こんばんわ
初コメントです。
鍛造ステン?
すげー!
削った事ないです。
やはりサンドビックとかを使うんですか?
おみさんへ
チップ交換が大好きで工具費がふんだんに使えるのであればV160m/minでもいいんですけどねw
Vを落とすかわりに工具の刃数を多刃にして、切込み深さを工具設計のMAX値にして、送りを0.25mm/刃とかにすると、さらにいい気分になれますよ~♪
クッキングおやヂさん、いらっしゃいませ~!!
Sandvikは確かによく使いますが、チップブレーカで良いのがあれば安モン三菱もつかいますね~。
市販品で特別なものでは無いです。
SUSの黒皮(酸化皮膜)はそんなに硬くないですが、アルミの白皮はかなり硬くて境界摩耗に気をつけないといけません。
アルミだからって油断してダイヤやDLCコートの高い工具を粗加工に使うと泣けます。
チタンの白皮もHv2000越えとかあるので「おまじない」をしないといけませんね。
ええっ!?
おまじないですか?
時効処理とかいうやつですか?
時効硬化処理は余計に硬くなってしまいますので、やるなら溶体化処理ですね。
でも、熱処理での切削性はほとんど変わらないですよ。
熱処理しちゃいけない製品のほうが多いし、面倒なので、加工パスにちょっとした工夫をするだけです。