







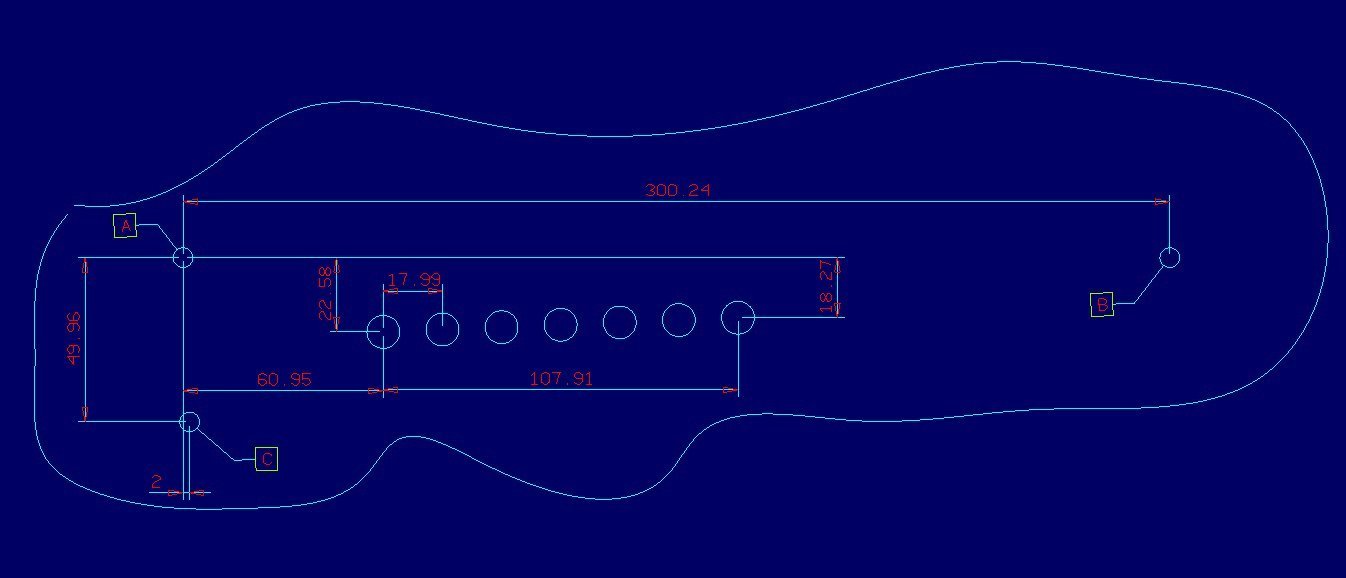
以下のような部品が有ったとして、これを三次元測定器で寸法測定しようとしました。
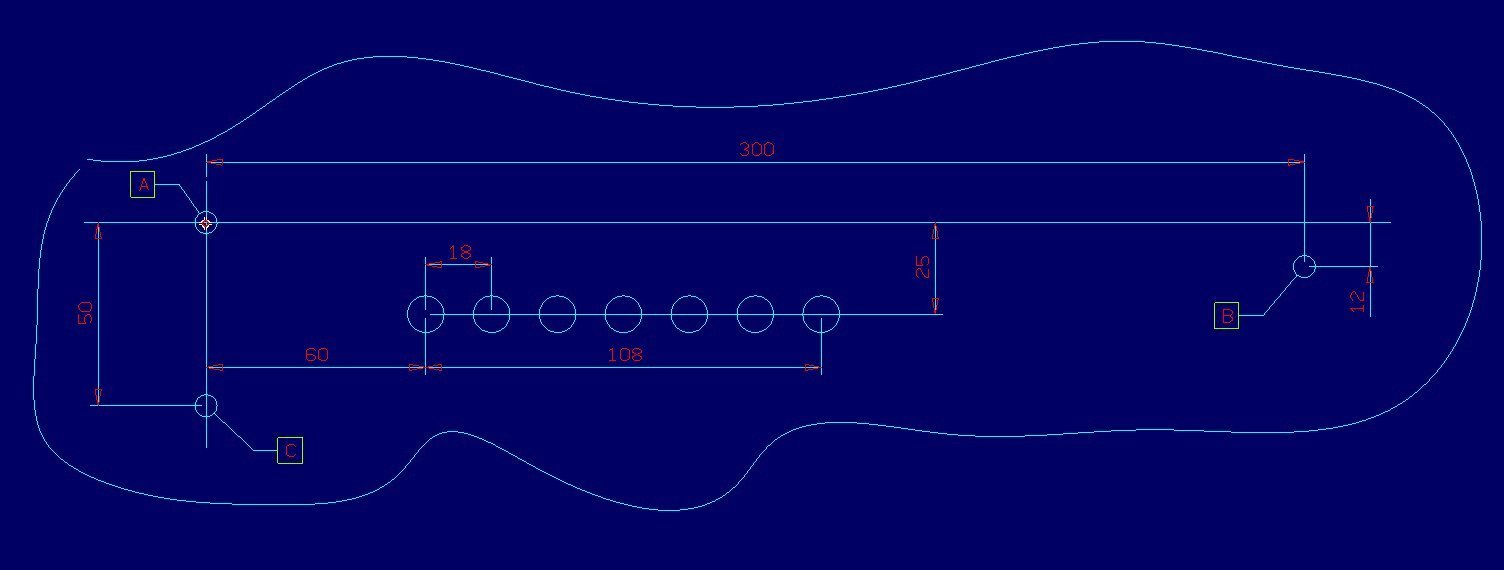
見ての通り外形がふよふよで、原点を決める時にX軸方向を決める直線の成分が取れるところが有りません。
しかたがないので基準穴である-A- -B- -C-の穴位置を使って直線で結び、それを使って測定することにしました。
お客さまからの指示は、「-A-が原点だよ、あとは任意だよ」だったので -A- と、距離的に長くて正確な測定が出来る -B- を使って原点を出し、他の穴やサーフェイスを測定して検査データを提出しました。
後日、お客さまから「これじゃアカン、図面と見比べられない」と電話がありました。
弊社が測定したデータは、-A- -B-をX軸の成分にして測定したため、以下の図のようになっています。
図面は-A- -C-が垂直位置にありました。
なので、弊社が提出した検査データの数値と見比べようとしても、いちいち三角関数で計算しないと合っているのかよくわからないのです。
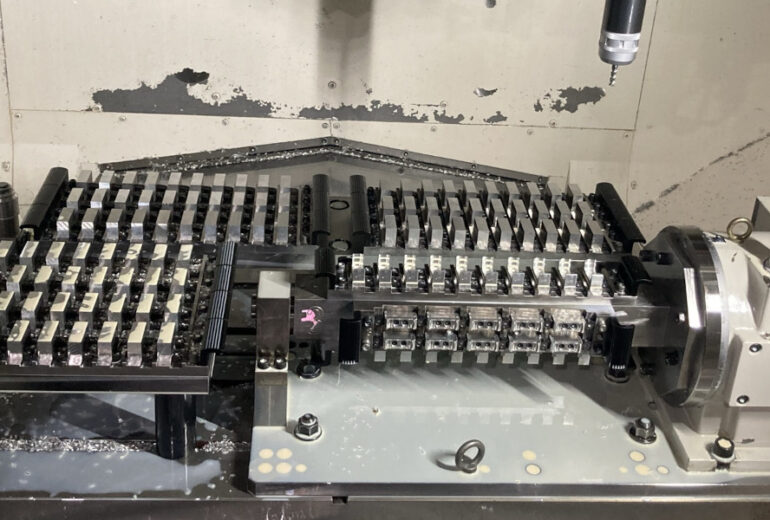
ちなみにこの図は説明図で、部品数は130個くらい、それぞれ全部穴位置も形状も違い、穴数はかなり多く、サーフェイスデータも各部品で200ポイントくらいあると思ってください。
電卓計算ちょっとムリ目です。
三次元測定機でモデルと比較して合格してるんだから、別に図面と見比べなくても良いんじゃないかとか言ったんですけど、どうしても見比べたいらしいです。
最初はお客さまのほうでExcelの数値をCADに打ち込んで、「あ、ポイント合ってるわ」とかやってたみたいです。
さすがにやってられなくなったらしく、お客さまからは-A- -C-をY軸成分にして三次元測定機からデータ出力しなおして、と言われたのですが-A- -C-間は50mmなのに対して、-A- -B- 間は600mmくらいだったり1400mmくらいだったりで、部品全体の角度を決めるにはやはり距離の長い-A- -B-間が適切です。
-A- -C-を基準にして、-C-穴の位置がX軸方向に0.01mmずれてるとしたら、600mmで12倍の0.12mmとか1400mmで28倍の0.28mmとかの誤差で出てきますよね。
というわけで、誤差の出かたを変えずに、お客さまが図面と見比べられればそれで良い、という要件を満たすため、-A- -B-基準で出力したデータを全部三角関数で座標回転してやろうということにしました。
以下の「座標を回転させる計算方法を教えて下さい。」の質問の一番下にあったベストアンサーがとてもわかりやすかったので、これをExcelの数式にポチポチと入力。
http://oshiete.goo.ne.jp/qa/26211.html
例 三角形(a,b,c)の a を基点として回転させる計算方法
a x = 200 y = 100
b x = 1500 y = 100
c x = 1500 y = 900
難しくはないと思いますが三角関数が苦手なので教えて下さい。
回転する角度をθとします。a点のxをax, yをayと書きます。以下同様。
px=bx-ax, py=by-ay
を計算し、
px’ = px cosθ – py sinθ
py’ = px sinθ + py cosθ
そして、
bx’ = ax+px’, by’ = ay+py’
このbx’, by’が新しいbの座標です。cも同様にして計算すればおっけー。
Excelは角度がラジアンで計算されるので、それにちょっとだけ注意。
-A-と-C-の数値を使ってアークタンジェントで角度を計算します。
あとはバサッと元のデータをコピペしていけば簡単に計算完了。
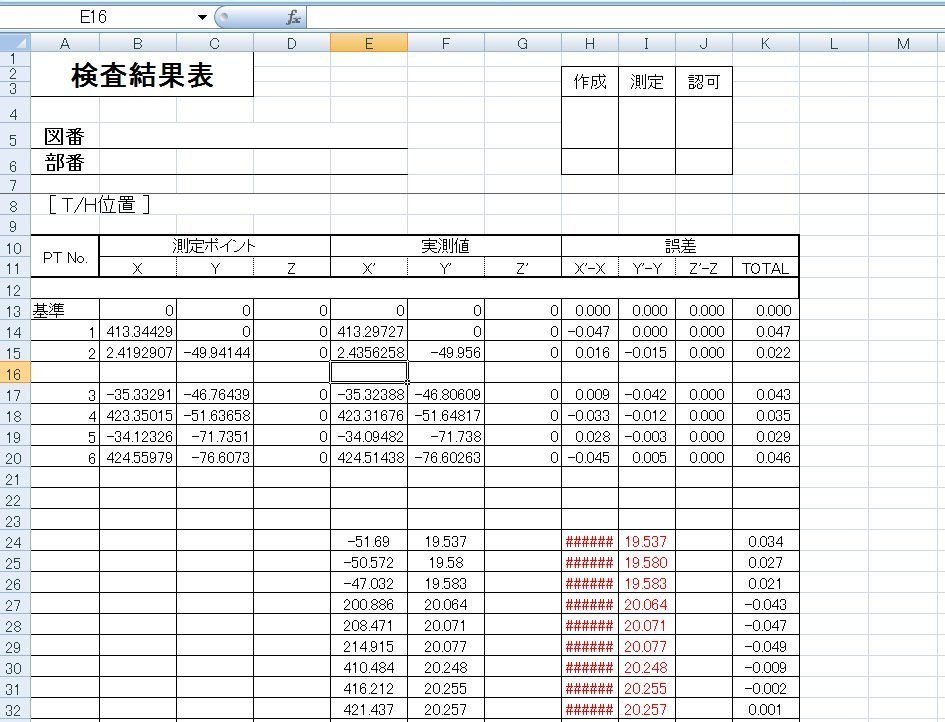
Excelで座標回転する前のデータ
Excelで座標回転した後のデータ
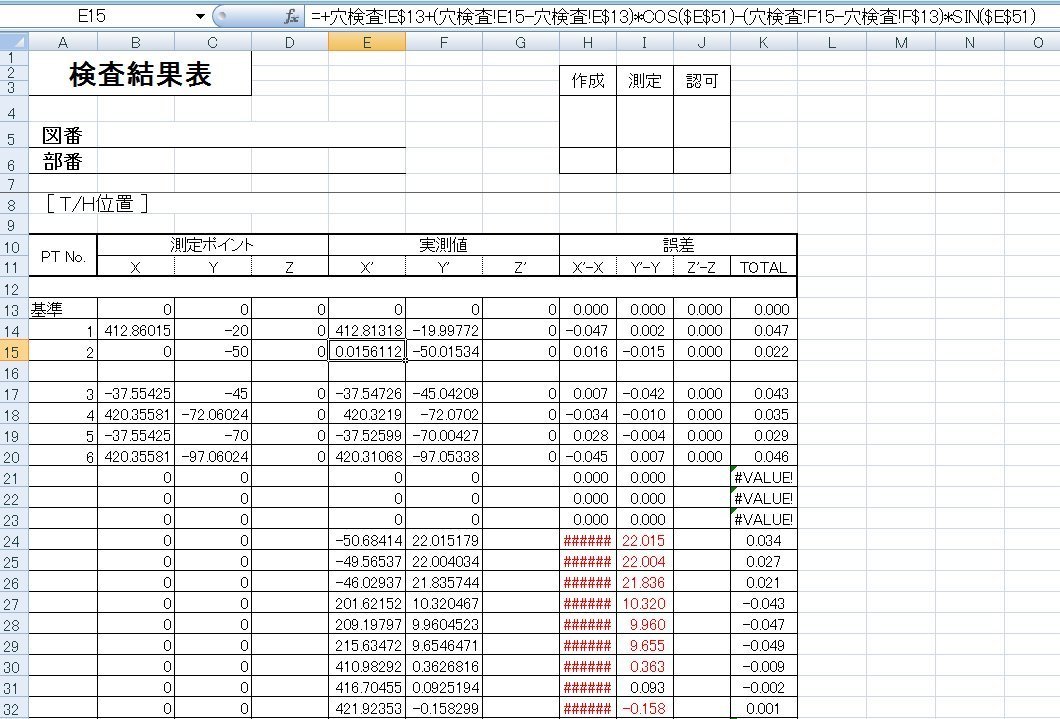
ちゃんと図面と見比べられるようになりました。
ちなみにこの話題、FAROで3Dモデルと比較測定した検査成績書を出しますよって提案しているのに、頑なにお客さま指定のExcelファイルに入力したデータじゃないと受け付けないって言われてゴチャゴチャしました。
https://www.shimadakiko.com/article/434680215.html
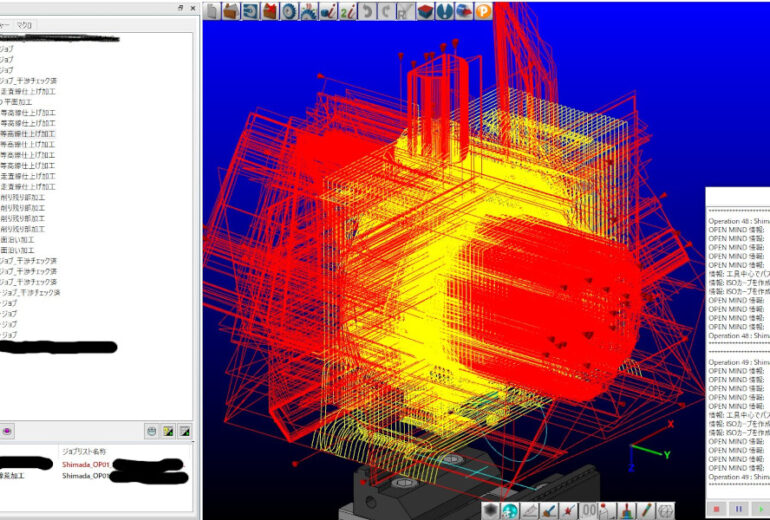
FAROのCMMからCSVでデータを吐き出し、ExcelのVBAマクロで数値データだけを抽出して整形してお客さまのExcelファイルに自動入力していきました。
自動でも、ヤル気が出ない作業ですね。。。
FAROのCMMのほうにも、マクロっぽい機能が欲しいですね。
お取引ガイドラインというものを作って、検査は以下のようにしようと思っています。
お客さまが指定する特殊な検査成績書は有料です。
品質保証、検査レポート
・力量を持った技術者が、従来測定器や三次元測定器などを用いて外観、寸法公差、幾何公差について品質保証します。
・検査レポートは以下のフォームのいずれかで提出します。(同じ物件について重複しての提出はありません。)
-図面等に直接寸法を書き込み、[検査合格済] 印を押して提出。
-図面への書き込みが不適切な場合、三次元測定器から出力されるレポートを提出。
-プレートへの穴あけ部品については 以下の[プロセス認定] で品質保証し、図面に[検査合格済] 印を押して提出。
–定期校正された適正な設備を用い、かつ力量の有る習熟した技術者が加工したものは穴位置精度を簡易に測定して図面に測定値を記録し、あとは加工忘れが無いかチェックを入れるのみで合格とします。
–弊社ではプレート部品は不良が出ない加工プロセスが確立しており、不具合率が極めて低いためです。
-上記の弊社指定以外のフォームで検査レポートが必要な場合や、上記レポートを重複して必要とする場合は、7,000円/時間のチャージにて有料にてお請けいたします。
–発注前に検査レポートの仕様をご連絡いただいた場合は、お見積りいたします。
–発注後に検査レポートの仕様をご連絡いただいた場合は、成り行き価格にて納品書に検査費用を記載させていただきます。













お久しぶりです。
この計算式は5軸機で回転後の
座標系の位置を求めるのに使っています。
A-C で基準をとった後
ソフト側でその座標系を90度回した
新しい座標系を作れないのでしょうか。
素人考えですけど・・・・・
ZENKYUさん
5軸機の作業で座標を手計算しているのですか?
ちょっとイメージが湧かないのですが。。。
>A-C で基準をとった後
>ソフト側でその座標系を90度回した
>新しい座標系を作れないのでしょうか。
とくに難しくはないように思いますが。
ソフト側というのはFanucなどのコントローラのことですか?
ハイデンハインだと3D ROTとか言う機能(うろ覚え)、FanucだとG68 三次元座標変換( http://www.ymp.co.jp/pdf/waridasi_kihon.pdf )で良いのではないでしょうか。
yoshiakiさん、すみません。
5軸機でというのは正しくなかったですね。
3軸機+回転2軸インデックスで作業するときに
NCマクロで、回転、傾斜後の座標系の原点位置の計算をさせています。
はずかしいです。たいしたことはやってません。
えっと、ソフト側と言ったのはFAROの測定器の方です。
ウチにある3次元測定器では出来たような(不確実)
ZENKYUさん
手計算ではなく、さらにG68でもなく、マクロにこの数式が入ってて自動計算しているということですね。
すごいと思います。
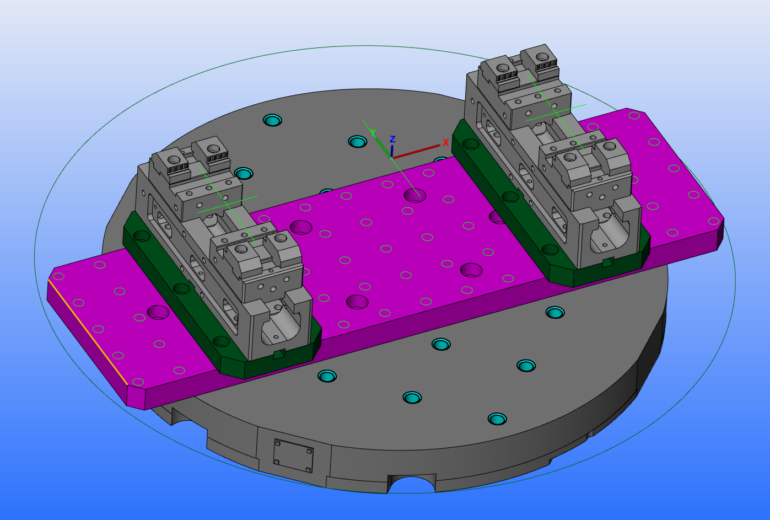
弊社ではマクロは作れないので、手動の場合は今でもCADで傾けてボールで位置確認の手法のままです。
5軸っぽい仕事 https://www.shimadakiko.com/article/168692946.html
ツールボールを使って5軸座標の計算 https://www.shimadakiko.com/article/139383616.html
5軸しごとが立て続けで https://www.shimadakiko.com/article/139126313.html
ちょっと社員さんにやってもらうには教えづらいことなので、今はぜんぶ5軸機に持って行ってしまいますが。。。
>A-C で基準をとった後
>ソフト側でその座標系を90度回した
>新しい座標系を作れないのでしょうか。
FAROのほうの話ですね。
公称の-A- -C-でX軸のベクトルを作ったあと、それを90度回転させて図面の見た目と同じ座標系にするということですね。
それ自体はできます。
測定前だと、記事本文中にあるように製品現物と合わせる際に測定誤差が大きくなります。
今回は測定後だったのですが、Excelでやろうとした理由は以下の3つの理由からでした。
・部品点数132個あるので、検査ファイル数多い。FAROにはマクロが無いので、検査ファイルを1個1個開いて座標作ってCSVで出力して、Excel形式の検査表に出力しないといけない。Excelにはマクロがあるので132個の検査ファイルの計算でも自動でファイル開いて座標回転計算して閉じて、と出来る。もともとExcel形式の検査表なので、Excel内で完結できてマクロが通しやすい。
・FAROのソフト、バグ多し。座標を変換するとサーフェイスのポイントが変なところに移動するので、計測後はそっとしておきたい。
・お客さまに座標回転のやり方を教える。検査データについて何度も質問されて面倒くさくなってきたので、今後同じようなことが発生してもコチラに言うのではなくて、やりかたを教えますので自分たちでどうぞやってくださいという。FAROのソフトだとコチラにしか無いのでコチラが作業しないといけませんが、Excelならお客さまのところでも大丈夫。
こんな感じです。
FAROは、、、メジャーなバージョンアップ後は要注意です。
使えたはずの機能が無くなってたりします。