
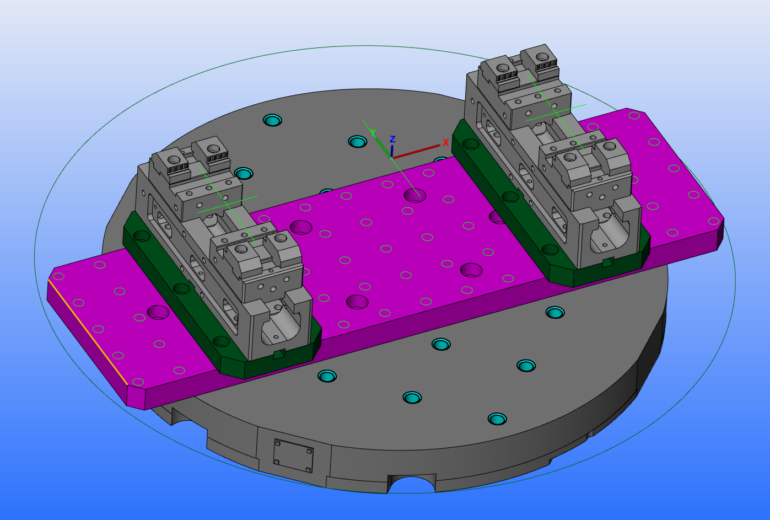




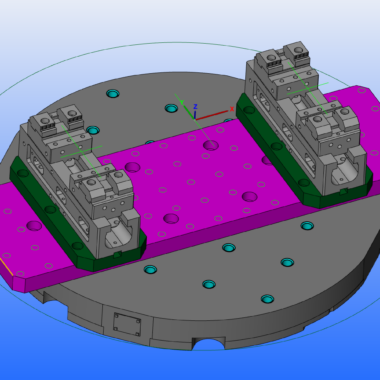
いざ段取りを始めてみると、思ったよりも大変でした。
余計なところにボスがあったり、インデックステーブルのきわきわで加工しないといけないし、Zストロークの上のほういっぱいで刃物長すぎるし工具干渉に悩まされまくりでした。
前回(http://マシニング加工.jp/article/107536859.html)は既存の穴を探って位置決めできましたが、今回はただの鋳肌面に新規に穴をあけるので、製品を傾けたときに基準面がどこに移動するのかをどう計算していいのか分からず悩みました。。
今思うと、最初にテーブル回転中心から製品基準面までの差分を測定しておかないといけなかったのかな、あれは?
最初の設計では想定していないところに無理やり穴をあけたのでExhaustとInletの道がつながってしまい、かなりビビりました。
強引な設計だな~。(たぶんあんまり考えてないんだろうけど)
こんなに苦労して加工したのに、あとで
「ゴメ、使えんかった(笑」
て言われそうでイヤな予感がします。
今回はMC-5VA(20年前の古い設備)でやりました。
稼ぎがしらの高機能設備(一応)は社員さんに明け渡して、わたしは古い設備で気合と根性を友にジグボーラ仕事です。
古いながらもまだまだ精度は充分だし、こういった汎用仕事にはそんなに困らないです。
なんにせよ、今回もだいぶ経験値をつむことができました。





















サーキュラは使いだすと
かなり便利ですよね~
うちにもサーキュラは2台ありますが
どうしても 加工する位置が 高くなるので ハイコラムのクラキと相性がいいみたいです。
山崎技研の汎用だと背が足りないみたいです。
便利ですよね~。
うちもストロークいっぱいで、加工できるかどうかはかなり慎重に考えないといけないです。
う~ん、横型機、欲っし~です。
ユーザーさんに使えた?って今日聞いてみたら、「使えるか使えないかじゃなくて、使うの!」と強い意志をもって回答を頂きました。
はい。わかりました。
爆発にはお気をつけて。