




先日、FAROの三次元測定機をマシニングのテーブルに持ってって試削り寸法と加工結果を機上で測定するのに使っていたようなので、後ろから盗撮してみました。
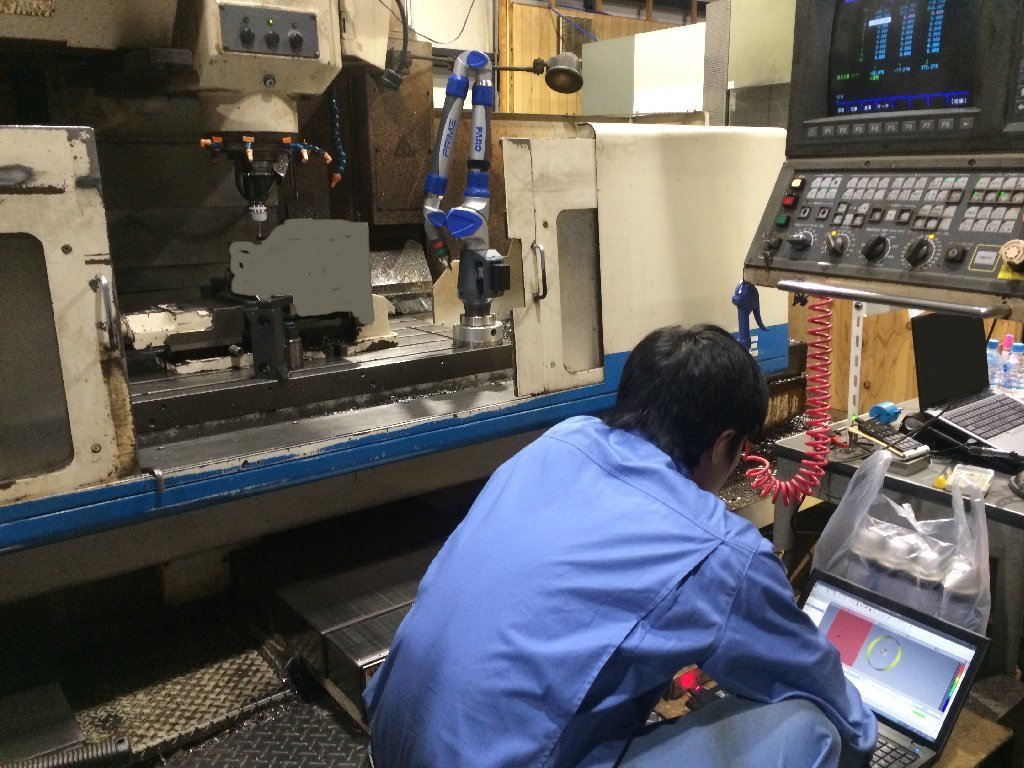
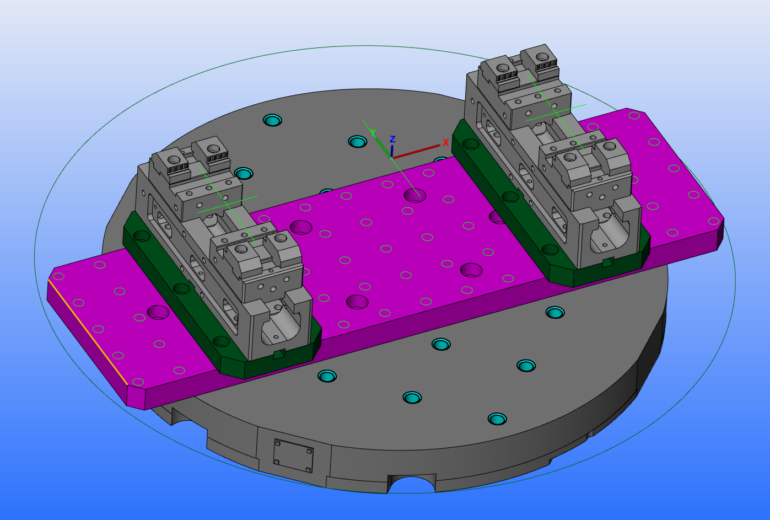
クランプを外さずに測定できるのはクリティカルな加工のときには便利ですね~。
もちろんこういう使い方をして欲しくて、ポータブル三次元測定機にしたのですが。
FAROの三次元測定機はふだんは石定盤の上に設置してありますが、マシニングのテーブルの上に持ってったり、でかい製品の上に置いて固定するのに便利だと思ってマグネットベースのままにしてあります。
https://www.shimadakiko.com/article/425756744.html
保証精度は全域で0.019mmとちょっと低いものの、軸の自由度が多いからRevoと同じような計測ができます。
製品の姿勢をあっちこっち向けなくてもポンと置いていろんな方向から測定できるし、ブレードのエッジもチョイチョイできるのです。
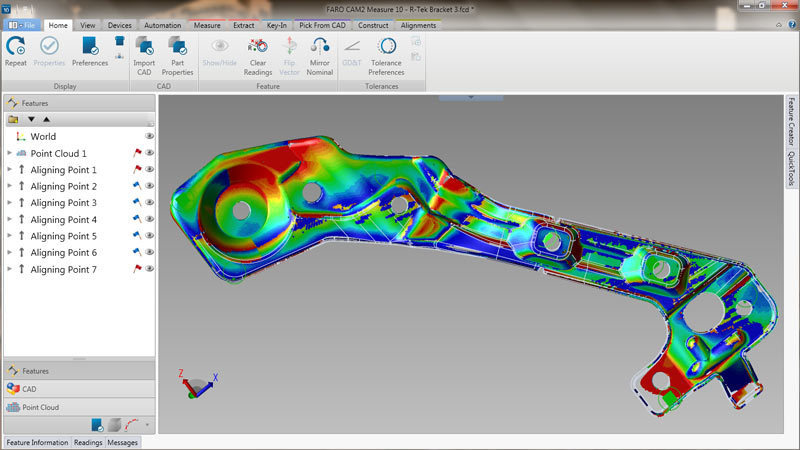
お客さまからは相変わらずXがいくつの時のYのポイント寸法の表を出してくれと言われますが、いい加減に以下のようなサーフェイス検査レポートが出したい今日このごろです。
これからの季節、マフラーの代わりとしても大活躍。

けっこうみんなが使えるようになってきて、良い効果が出てきました。
うちの三次元測定機はモノ置きにならなくて良かったです。


















すみませんねぇ(w
測定器の上は写真撮影スタジオになってるので(w
花園さん
スタジオで使ってるなら物置きではないのでセーフですね!
うちは購入前の検討で「雲」を描いて、使われ方をデザインしたうえで機種選定や導入決定をしています。
社員さんの理解がすすんでコイツは便利だとわかれば、その通りに使われるのは必然ですね。
https://www.shimadakiko.com/article/400713299.html
品質保証を目的にしたというよりは、自分たちの技術向上のために導入したものです。
FAROの7軸ですか?懐かしいです。
今各軸を動かした際の繰り返し精度どうですか?
自動車会社にいたとき、ファロー エートス ライカ メトリスでの7軸コンペしましたよ、
画像解析機器と登場ファローは出してなかったので、ライカ メトリス エートスで7軸の先端にスキャナー着けて、精度計りましたよ。
アムス製作所さま
6軸だそうです。
https://www.nc-net.or.jp/company/84022/product/detail/33930/
繰り返し精度は、ウチのは0.019mmですよ。
これはエンコーダを全周振り回しての繰り返し精度だそうで、小さな部品を測るときはエンコーダの動きが小さいので、カタログ値より精度が良くなるとFAROの人が言ってました。
ウチのはレーザースキャンのではなくて、プローブで触って計測です。
緑ボタンを押しながら製品をプローブでナデナデすると、点群データがブワーッと取れるタイプです。
確か手を握る場所にボタンがあったような、
ファローは確か各軸のエンコーダの部品にパテンドを持ってるんで(企業買収して)各軸を動かした際の精度が安定してるんですよね。ライカは酷かった。
当時CADデータと点群データを照らし合わせる良いソフトなかなかなくてFocus Scanしかなく、各メーカが出しているソフトのバグが酷かったんですよね、今はソフトも良いの出てますからね、リバースエンジニアリングも精度上がってますからね・・・
アムス製作所さま
そうです、持ちてのところに緑ボタンと赤ボタンがあります。
PCの操作をするマウスの代わりにもなりますよ。
ウザいので使わないですけど。
CADモデルと点群データを比較するソフトはFAROはCAM2 Measure10といいます。
http://www.faro.com/ja-jp/products/faro-software/cam2-measure-10/overview
他のメーカーの測定ソフトを使ったことが無いのでなんともいえませんが、マニュアルをほとんど見なくても操作できるので、なんだかんだ言ってアメリカ製のソフトウェアは優秀な気がします。
CAM2Measureは当時もあったんですけどね、色々と検証してでしたね。アメリカ製は優秀なソフト多いですね。