



 Before 材料重量120kg
Before 材料重量120kg
 Intermediate
Intermediate
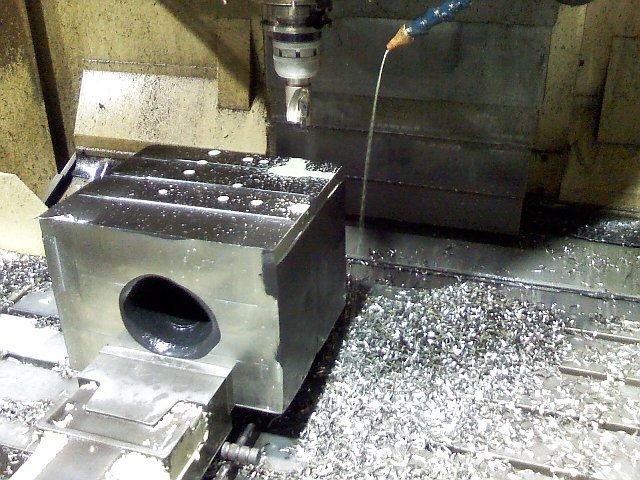
 After 完成重量35kg
After 完成重量35kg
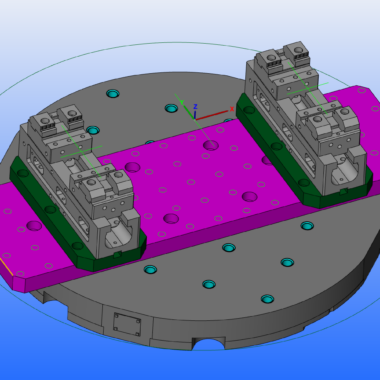
よ~削った。
うちにワイヤカットがあったら、輪郭はワイヤカットでやりたかったであるです。
60VAEで加工しました。
真ん中の穴はφ190H7の穴です。
ベアリングを入れるところなのに、上にRc1/8の油注入口があるのは何で?
![]()
Before 材料重量120kg
Intermediate
After 完成重量35kg
よ~削った。
うちにワイヤカットがあったら、輪郭はワイヤカットでやりたかったであるです。
60VAEで加工しました。
真ん中の穴はφ190H7の穴です。
ベアリングを入れるところなのに、上にRc1/8の油注入口があるのは何で?

お客さまの声・調達課題の解決事例について
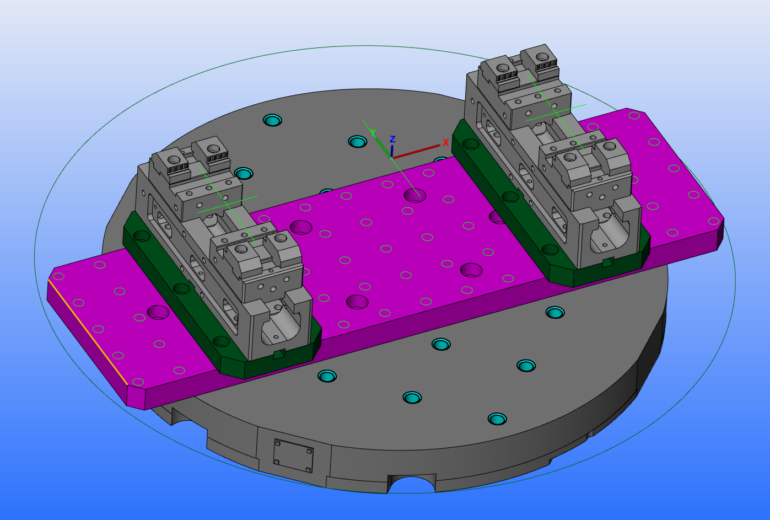
5軸バイスで長い大物がつかめるように
ブログの移行完了しました

第2工場、とても寒い
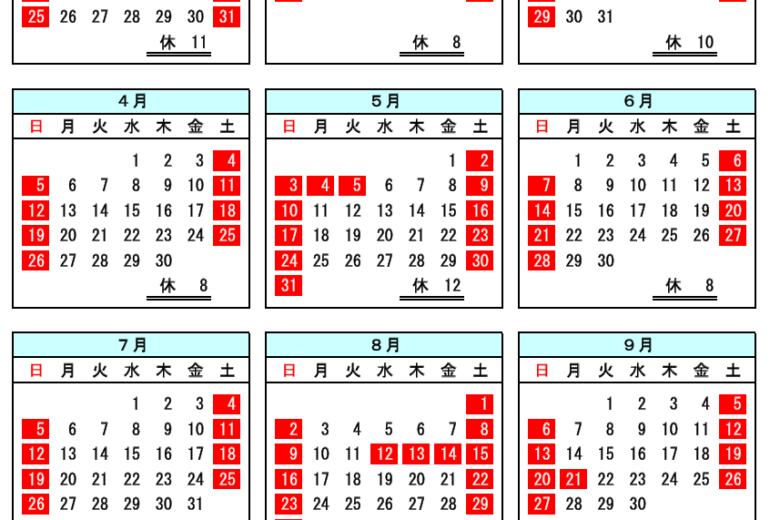
シマダ機工 2024年のカレンダー

オークマMU-6300V-L 導入して順調に稼働しています
シマダ機工 2023年のカレンダー

[ 新規設備投資 ] オークマ同時5軸マシニングセンタ MU-6300V-L を導入予定です
(フワフワ版)[ 新規設備投資 ] オークマ同時5軸マシニングセンタ MU-6300V-L を導入予定です
シマダ機工 2022年のカレンダー

















富山県よりコンニチハ!!
すごい切削量☆
荒切削のあとすごく歪みませんでした?
ウチだとワイヤは荒にしか使いません。
ワイヤ加工の後も変形がすごい。
ベアリングに給脂するためでしょう。
FA装置とかだとそんな部品たまにあります。
愛知県からコンバンワ!!
ひずみ量はぼちぼちでした。
荒加工用の基準面の平面度が0.8mmくらいになってました。
今回の場合は鍛造材だったので鍛造流線が直線でなく、ひずみの出かたがちょっと変でした。
ワイヤだと材料をキリコにしなくてすむのでラクそうな印象ですが、そうでもないんですかね?
再び、富山県よりしつも~ん!!
鍛造流線ってなんですか?
アホでスンマセン。
ワイヤのイイ所は、スタート穴さえ空けて
しまえば、刃物が折れる心配なく
送りかけれる所←ラクってことです。
ただコスト的には微妙かもです。
あとは、切粉にしないので
材料の再利用や、売る時に便利かと。
荒にしか使わない理由は
ワイヤの入側と出側が電気的に安定してないせいか、精度がイマイチ。また熱もかかるせいか変形してしまう。
↑ウチの実績なので形状によっては
仕上げまでワイヤでいけるかも。
機会があれば、ワイヤ抜きしてみてください
愛知県より、かいとう~!!
鍛造流線は、鍛造したときにぶっ潰された結晶粒界の「方向」です。
鋳物なんかは結晶が固まるときに力を加えないので結晶とソレをつつむ結晶粒界が丸いんですが(正確に言うと、重力の影響を受けて重たい介在物が下へ行く)、熱間鍛造は結晶が固まる前にバッツンバッツンと力を加えるので、結晶が潰れます。
この結晶の方向は、転位の方向で応力の抜ける方向です。
圧延材だと鍛造流線はすなおにまっすぐになってて、ドリルとかで真ん中に穴をあけて肉抜きすると樽みたいな形にひずんだりしますが、今回のは最初から鍛造でまんなかに穴をあけてあったので変な方向にひずみましたね~。
ワイヤ、やってみたかったんですけど。
設備持ってないんですよ~!
外注に出すとすごい高そうで。。。